Acoustic cameras in structural testing: the rewards of seeing sound
An introduction:
Traditional non-destructive testing (NDT) methods have certain drawbacks when it comes to structural health monitoring, which refers to the process of detecting defects that occur during a test on a structure.
First of all, where do you even start? Say you’re conducting a fatigue test on a large aerospace structure. You have to check every single part of the structure for potential defects, and then, once you’ve found a crack, there’s no way for you to know with any great certainty exactly when the damage began to appear, or under how many kilonewtons (Kn).
Enter: the acoustic camera.
With its ability to map sound, you can immediately see where the structure is breaking without having to go through the long, laborious searching process. What’s more, you can decipher the exact point in time in which the damage started, and cross-reference to determine the load being applied at that time.
Later in this article, we will explain how this is a technology to be used in combination with the classical NDT methods, not instead of them. For now, suffice to say that it streamlines the whole process and can also increase the accuracy of results. Before we get there though, we need to ask the basics: what are acoustic cameras, and how do they work?
The Acoustic Camera Process
Originating in the field of computer science, acoustic cameras were first used academically, in projects studying things like the behaviour of fish under arctic ice. The technology has now been developed to be robust and flexible enough for use in diverse acoustic environments.
It’s all based around sound source imaging, which is like thermal imaging, but for acoustics. To put it simply, it measures sound and ultrasound at multiple microphones, 64 to be exact, and locates the different sound sources based on their frequencies and intensities and maps the sounds on the screen.
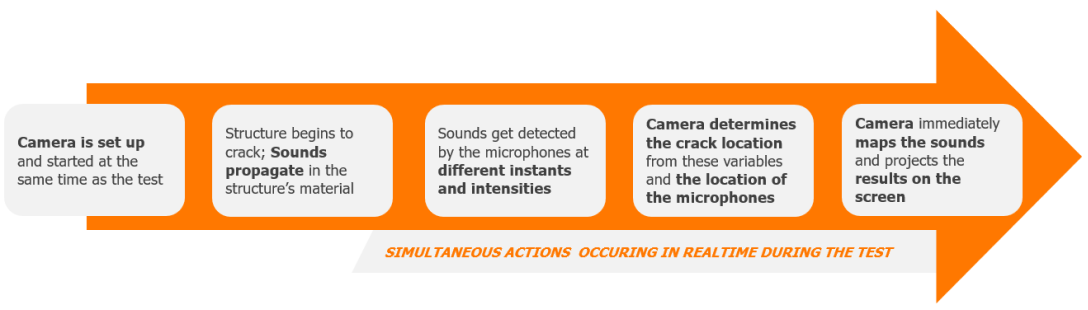
The equipment operates on a very broad frequency range, to pick up all the ultrasound, and calculates the run times between the 64 microphones and the object being tested. When sounds propagate in the material medium, the sources of these sounds are detected by the microphones at different instants and different sound intensities. These two variables depend on the location of the sound source and the location of the microphone, which is how it can locate and display wherein the structure the sound is coming from (and therefore where it is breaking). It does all of this in real-time and immediately displays the results on the screen.
You can also set the camera to record the proceedings. This allows you to validate the correct location of the defects detected, as you can start the recording 10 seconds before the crack appeared, in order to check for the presence (and impact) of possible previous defects.
The Results
The software displays, in a black and white video stream, the test set up. Once the test and acoustic camera are running and load is being applied to the structure, coloured spots begin to appear on the video stream wherever sound sources are detected. Once you have this information, you can inspect the defects and their precise locations with a traditional NDT method.
While using an acoustic camera is a big time-saver, especially for large structures where the searching process would be extensive, it doesn’t give you any real quantitative data about the damage. That’s where the classical NDT comes in. The acoustic camera tells you where to inspect, which you do with NDT to get the specifics.
The images below show the results on screen – the first one shows the cracks beginning in the structure and the second shows the development of these cracks as more load is applied.

Acoustic Cameras vs. Acoustic Emissions
Another related technique we should mention is that of acoustic emissions. This involves attaching small microphones with piezoelectric sensors - which give an electric signal when pressure is applied - directly to the structure being tested. When there is stress, the sensors convert the stress waves into electrical signals, which are then relayed to a computer for visualizing and processing.
While this can be equally effective, it only works if you really know the material of your structure, including its density and inner composition. Why? Because the acoustic emissions method detects reflections or different sound speeds as stress waves too, not just cracks and defects. With the acoustic camera, you don’t have this problem – it’s based on ultrasounds and only detects the damages to the structure.
An Innovative Tool for Innovative Projects
Here at Applus+ Laboratories, we’re using the acoustic camera technique in various innovation projects requiring structural health monitoring, and it’s helping us to get faster, more accurate results.
One of these projects is TABASCO, in which we are looking to improve the accuracy of virtual testing based on FEM models in order to facilitate its acceptance in aerospace certification campaigns. Another one is DEMONSTRATE, where we are evaluating the structural resistance of two new fuselage designs – one in an Al-Li alloy and another in thermoplastic. A third project in which we are using the camera is SOFIA, where we are validating a new fuselage panel concept made with thermoset compounds.
These projects have received funding from the Clean Sky 2 Joint Undertaking (JU) under grant agreement No 864940 (TABASCO), 101007881 (DEMONSTRATE) and 101007984 (SOFIA). The JU receives support from the European Union’s Horizon 2020 research and innovation programme and the Clean Sky 2 JU members other than the Union.